 076-482-3386
076-482-3386 
設備紹介
塗装設備のご紹介
■前処理槽
金属塗装をする上で欠かせないのが前処理工程です。前処理とは主に被塗物に付着した汚れを落とす「洗浄」、加工の際に付着した油を分解する「脱脂」、そして塗料との密着強度を高めるための「化成皮膜処理」からなっています。
被塗物の材質に合った前処理を適切に行うことにより、腐食の防止、耐久性の高い塗装が可能になります。

■静電塗装ブース
前処理、乾燥を終えた被塗物は仮塗装を施されます。その後この静電塗装ブースへと懸架式コンベアーに乗って移動してきます。
ここで静電塗装が行われます。アースされた被塗物に静電力によって塗料が密着するので、通常のエアースプレーガンによる塗装よりも高い密着強度が得られます。
静電塗装ブースは合計で4セットありそれらを組み合わせて稼働させることにより高品質で安定した静電塗装が可能です。

■焼付け乾燥炉
静電塗装の後、仕上げ塗装を施され焼付けとなります。
焼付けは塗装の強度を上げるための重要な工程です。焼付けを行うことにより塗料は熱硬化反応を起こし製品として十分な強度を得ることができます。
被塗物の材質と塗料に最適な温度と焼付け時間を割り出し製品に最適な焼付けを行っています。

設備・使用機器
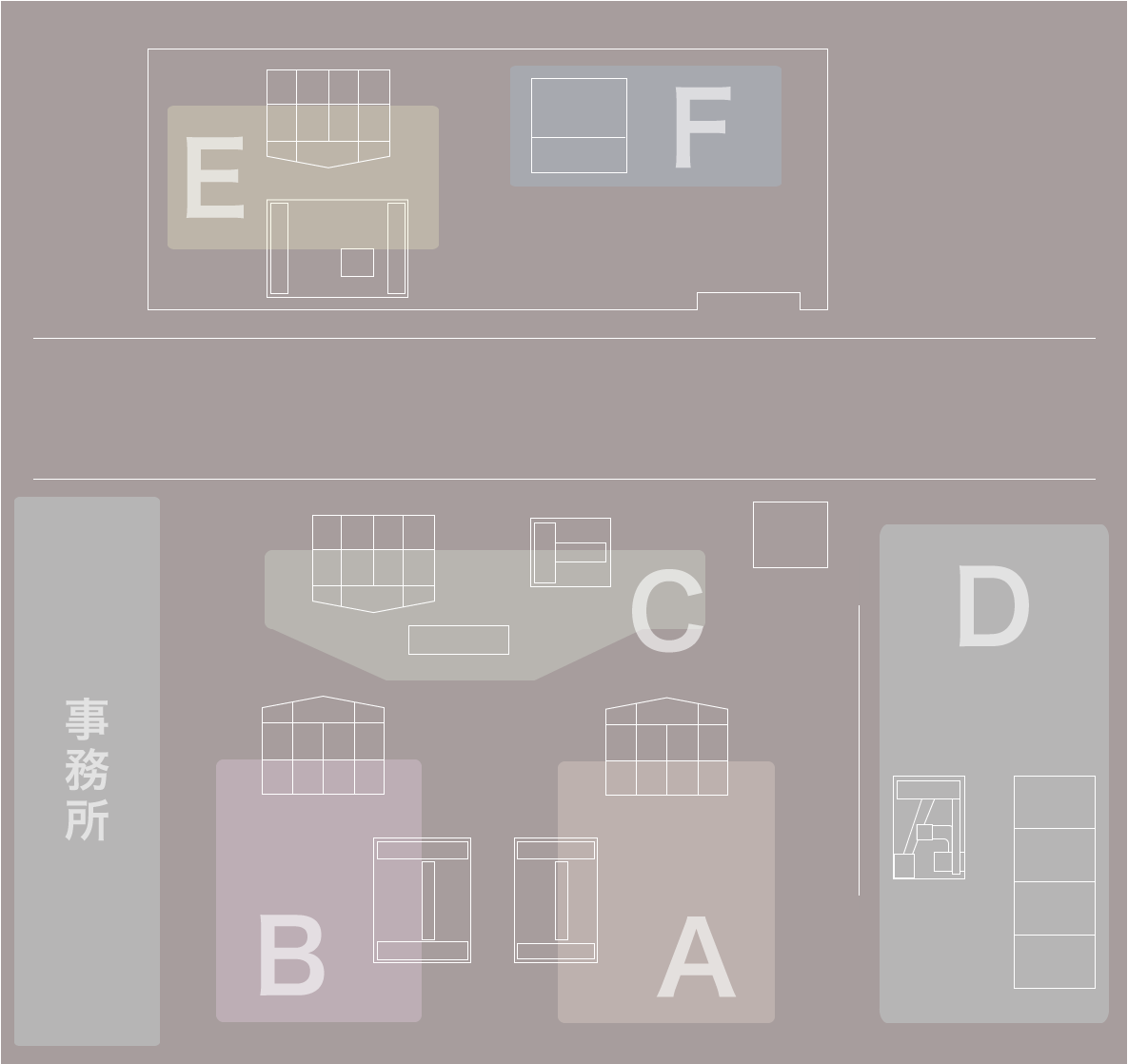
塗装ブース |
||
|---|---|---|
| 塗装ライン | 様式 | サイズ L×W×H(mm) |
| A | ピット付ベンチュリーブース | 5,000×3,000×3,000 |
| B | ピット付ベンチュリーブース | 5,000×3,000×3,000 |
| C | ピット付ベンチュリーブース | 5,000×3,000×3,000 |
| E | ピット付ベンチュリーブース | 5,000×3,000×3,000 |
| F | ピット付ベンチュリーブース | 4,000×3,000×3,000 |
乾燥炉 |
|||
|---|---|---|---|
| 塗装ライン | 様式 | サイズ 内寸 L×W×H(mm) | 備考 |
| A | バッチ式乾燥炉 | 6,000×2,600×3,000 | LPGガスバーナー (200,000kcal /hr) 循環ユニット天井装置 観音扉(通り抜け仕様) |
| B | バッチ式乾燥炉 | 6,000×2,600×3,000 | |
| C | バッチ式乾燥炉 | 4,100×2,600×3,000 | |
| D | 水切乾燥炉 | 3,800×2,000×3,400 | |
| E | バッチ式乾燥炉 | 6,000×3,000×3,200 | |

平成30年完成 新工場 |
|---|

コンプレッサー |
||
|---|---|---|
| メーカー | 様式 | 型番 |
| HITACHI | 油圧式スクリュー圧縮機(エアドライアー内蔵) | HISCREW22×2台 |

塗装装置 |
||||
|---|---|---|---|---|
| 製造ライン | メーカー | 様式 | 型番 | 備考 |
| ASAHI SUNAC | 静電塗装用制御装置 | BPS120 | 9台 | |
| ASAHI SUNAC | エア静電ハンドガン | HB-X2 | ||
| 粉体 | OptiFlex | OptiFlexB 静電粉体ハンドガン塗装機 | ITWGema | 6台 |

測定装置 |
|||
|---|---|---|---|
| 製造ライン | メーカー | 様式 | 型番 |
| 膜厚計 | サンコウ | 電磁式膜厚計 | SME-100 |
| 色彩計 | 日本電色工業 | ハンディ型色彩計 | NR-11A |
| 光沢計 | HORIBA | ハンディ型光沢計 | IG-320 |

その他の設備 |
|
|---|---|
| 設備 | 備考 |
| 天井クレーン | 2t×2台+1t×2台 |
| ホイスト | 250kg×6台 |
| 運搬車両 | 大型ウイングトラック×1台 |
| フォークリフト | 2t×3台+1t×1台 |